

1 . Khái niệm, cấu tạo và phân loại:
Khái niệm:
– Máy phay là một thiết bị quay một dao tròn có một số cạnh cắt được bố trí đối
xứng về trục của nó và phôi thường được giữ trong một vise hoặc thiết bị tương tự
được kẹp vào bàn có thể chuyển động theo ba phương vuông góc.
– Máy Phay được sử dụng để gia công các vật liệu rắn, bao gồm kim loại, nhựa và
gỗ, và thường được sử dụng để gia công các bề mặt phẳng và không đều. Máy cắt
được thiết kế để quay trong quá trình vận hành chứ không phải máy tiện, nơi bộ
phận tự quay trong quá trình cắt.
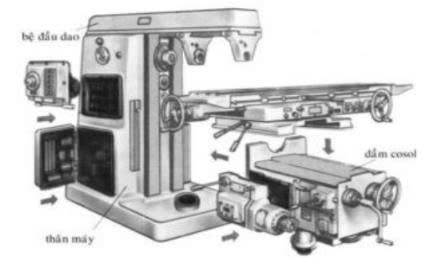
Cấu tạo:
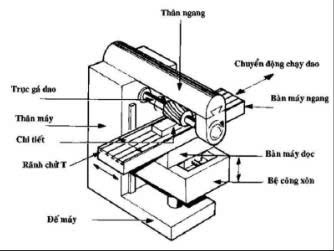
– Đế máy
– Thân máy
– Bệ công xôn ( nếu là máy phay dạng công xôn).
– Bàn máy ngang.
– Bàn máy dọc
– Thân ngang ( nếu là máy phay nằm ngang)
– Trục gá dao ( nếu là máy phay nằm ngang)
– Bệ đỡ trục gá dao ( nếu là máy phay nằm ngang)
– Sóng trượt theo phương đứng, phương ngang và phương dọc
– Tay quay theo phương đứng, phương ngang và phương dọc
– Cần ly hợp theo phương đứng, phương ngang và phương dọc
– Motor chính
– Motor phụ ( nếu có )
– Hộp công tắc
– Bơm dung dịch trơn nguội
– Công tắc hành trình theo phương đứng, phương ngang và phương dọc
Các loại máy phay thông dụng hiện nay:
Phân loại theo trục chính của máy phay thì có hai loại:
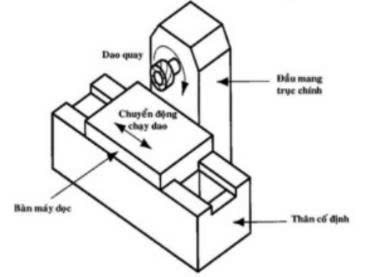
– Máy phay đứng: là loại máy phay có trục chính vuông góc với bàn máy .

– Máy phay nằm ngang: là loại máy phay có trục chính song song với bàn máy

Phân loại theo cấu tạo bàn máy của máy phay thì có ba loại :
– Máy phay côn xôn:
– Máy phay thân cố định:
– Máy phay thân ngang :

Phân loại theo công dụng của máy:
– Máy phay vạn năng:

– Máy phay chuyên dùng : Máy phay chuyên dùng: là loại máy dùng để gia công một dạng bề mặt nào đó, như máy phay răng và then hoa, máy phay lănrăng, máy phay chép hình, …

Phân loại theo hệ điều khiển thì có 2 loại:
– Máy phay truyền thống: là loại máy ra đời từ sớm , gia công phụ thuộc nhiều vào tay nghề của thợ gia công cơ khí. Thường dùng để tạo phôi phá thô các chi tiết, với gia công cắt nhiều.

– Máy phay CNC (computer numerical control): một loại máy công cụ có khả năng chuyển động cắt đồng thời, sử dụng các đầu phay làm dụng cụ cắt chính dọc theo ít nhất hai trục trong cùng một thời điểm. Cấu tạo chung của máy phay bao gồm phần điều khiển và phần chấp hành. Phần điều khiển của máy bao gồm một chương trình điều khiển cùng với các cơ cấu điều khiển.

2. Nguyên lí hoạt động:
– Máy phay sử dụng các loại dao phay đa dạng quay để loại bỏ kim loại khỏi phôi.
Ngoài ra còn có một nguồn cấp chuyển động trên đầu máy phay để đẩy trục chính
lên và xuống. Bàn máy cũng có thể được cấp bằng tay trong các trục X, Y và Z.
Các phương pháp hay nhất là điều chỉnh trục Z trước, sau đó là trục Y, rồi đến
trục X.
– Khi trục được định vị chính xác và không còn được cho chạy nữa, hãy sử dụng
khóa chêm để khóa nó tại chỗ.
– Các máy phay phổ biến đều có bàn xe dao tự động trên một hoặc nhiều trục.
Thông thường, cần có núm điều khiển tốc độ / lùi và núm điều chỉnh tốc độ để
điều khiển nguồn cấp điện. Bàn xe dao tự động có thể tạo ra bề mặt gia công tốt
hơn so với cho ăn dao bằng tay vì nó mượt mà hơn. Trên các vết cắt dài, bàn xe
dao tự động có thể làm giảm sự mệt mỏi của công nhân vận hành máy .
3. Cách vận hành máy phay- an toàn: Khi sử dụng máy và tắt máy đều phải theo quy trình:
3.1 Khi mở máy:
–Kiểm tra vô dầu bôi trơn các vị trí cần thiết, ví dụ như các song trượt, đầu dao,…
–Kiểm tra các cơ cấu ly hợp phải ở vị trí số không, có nghĩa là không ăn khớp.
–Mở cho máy phay chạy không ( chỉ mở động cơ điện ) nếu động cơ chính có
âm thanh thất thường tắt máy báo cho thợ bảo trì đến kiểm tra.
–Kiểm tra chiều quay của dao, mở cho máy phay vạn năng chạy ở số vòng
quay thấp nhất, nếu bình thường sẽ chỉnh lại đúng tốc độ cần thiết.
–Gạt cần ly hợp cho bàn máy phay, chạy tự động theo phương dọc, phương
ngang và phương đứng. Nếu bình thường thì gạt trở về vị trí số không.
–Không thay đổi tốc độ trục chính, lương tiến dao khi máy hoạt động.
3.2.Khi tắt máy:
–Gạt cần ly hợp về vị trí không để ngừng chạy dao tự động.
–Lùi dao ra khỏi chi tiết một khoảng nhỏ.
–Tắt trục chính.
–Nếu ngừng máy lâu phải tắt luôn công tắc chính.
3.3. Để hạn chế tối đa sự cố khi vận hành máy phay nên thực hiện những nguyên tắc sau đây:
–Luôn mang kính bảo hộ.
–Nên xắn tay áo, tháo cà vạt ( nơ, bím tóc ), và làm gọn áo quần.
–Không bao giờ đeo nhẫn hoặc đồng hồ.
–Không được vận hành máy phay khi bạn chưa hoàn toàn hiểu cách điều khiển
máy.
–Không bao giờ vận hành máy nếu không có các tấm chắn an toàn hoặc các
tám chắn không được đóng chính xác.
–Dừng máy phay trước khi bạn đo chi tiết gia công, làm vệ sinh, bôi dầu, hoặc
điều chỉnh máy.
–Không được dùng giẻ để làm sạch chi tiết gia công hoặc khi máy phay đang
hoạt động.
–Không được dừng mâm cặp máy phay hoặc đĩa truyền động bằng tay.
–Bảo đảm mâm cặp hoặc tấm mặt được lắp chắc chắn trước khi khởi động máy
phay.
–Luôn luôn tháo chìa vặn mâm cặp ra sau khi sử dụng.
–Di chuyển bàn dao tới vị trí xa nhất của đường cắt và quay trục chính máy
phay đủ một vòng bằng tay trước khi bạn khởi động máy phay.
–Giữ mặt sàn xung quanh máy không có dầu, mỡ, phoi kim loại, dụng cụ và
các chi tiết gia công.
–Bạn không nên đùa cợt ở mọi lúc, nhất là khi vận hành máy công cụ.
–Luôn luôn dùng chổi để quét phoi và không bao giờ dùng tay hoặc vải.
–Luôn luôn tháo dao sặc ra khỏi giá dụng cụ mỗi khi đánh bóng, giũa, làm vệ
sinh hoặc thực hiện các điều chỉnh đối với chi tiết gia công.
4. Vùng nguy hiểm:
– Khi vận hành máy tiện, máy đột phoi với nhiệt độ cao được bắn ra liên tục có thể gây tai nạn cho người đứng đối diện, gây hại cho giác mạc dẫn đến mù .
– Một vài trường hợp do không gọn gàng, nhất là công nhân khiến tóc bị cuốn vào các dây curoa hoặc quần áo bị cuốn vào máy .
– Khi phay có thể bị trượt hoặc mũi khoan lắp không chặt có thể bị văng ra .
– Điện giật: do hở dây điện, chạm điện ra vỏ máy, từ các dây dẫn, cầu dao điện, ổ cấm điện.
– Va quẹt: Các đầu vít trên bàn phay, đầu phân độ và những mấu lồi gây vướng làm chấn thương.
5. Các biện pháp xử lý mối nguy hiểm của máy phay:
– Xác định cụ thể khu vực nguy hiểm và các nguy cơ có thể gây ra tai nạn lao động
trong quá trình sử dụng máy.
– Trước khi khởi động máy phải kiểm tra tất cả các thiết bị an toàn và vị trí đứng.
– Khi vận hành máy phải trang bị đầy đủ phương tiện bảo vệ cá nhân phù hợp ( không
mặc quần áo dài quá, không cuốn khăn quàng cổ, đeo găng tay,…).
– Ngắt công tắc nguồn khi bị mất điện.
– Kiểm tra thiết bị thường xuyên và kiểm tra trước khi vận hành.
– Khi máy hỏng cần treo biển ghi “ Máy hỏng”.
– Ngoài người phụ trách điều khiển máy ra không ai được tự động khởi động điều khiển máy.
6. Kết luận:
Nguyên nhân gây ra các tai nạn và các biện pháp an toàn trong quá trình gia công cơ
khí được giới thiệu trên đây chỉ mang tính tổng quát, vì thế khi áp dụng cho xưởng
sản xuất của bạn, bạn nên chắt lọc sao cho đúng, phù hợp với công ty bạn. Dù bạn là
người sử dụng, vận hành hay sửa chữa thì đừng quên trang bị những kiến thức an
toàn lao động trên đây cho bản thân mình nhé.
7. Kiến nghị:
Cần trang bị đầy đủ dụng cụ bảo hộ cá nhân chuyên dụng để không có trường hợp
đáng tiết nào xảy ra. Chung tay thực hiện đúng và đủ các quy tắc AN TOÀN
TRONG LAO ĐỘNG.





